



部品製造部
- ホーム
- > 部品製造部
本社

〒319-1221
茨城県日立市大みか町2-2-12
TEL.0294-52-1991
FAX.0294-53-4824
常磐線大甕駅より徒歩5分
常磐自動車道日立南ICより車で15分
東海工場

〒319-1112
茨城県那珂郡東海村村松字平原3115-10
TEL.029-282-8522
FAX.029-282-0602
常磐線東海駅より車で15分
常磐自動車道日立南ICより車で30分
冷間鍛造とは
冷間鍛造は、非鉄金属・ステンレス・合金・炭素鋼などの金属材料を常温で、金型を使用し圧縮する技術の事。仕上がり精度が高く、自動車部品をはじめ、精密機械部品の製造に多く使用される量産向きの技術です。当社は多種多様な精密鍛造品を手掛けてきた実績と確かな技術力を有しています。
全切削・熱間鍛造・冷間鍛造の比較
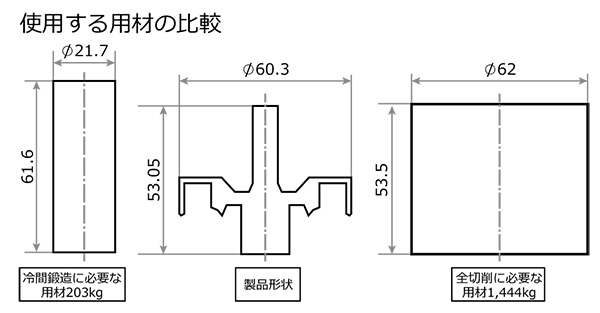

- 全切削試作品を作る段階で用いられる方法で、コスト的に大量生産には向きません。
- 熱間鍛造用材を650 度程度に加熱し金型も加熱するため、消耗金型費が高くなります(型寿命600~800 ショット)。大量生産には向きません。
- 冷間鍛造精度や生産性、型寿命(数万ショット)、省エネ性に優れます。 自動車部品の生産などに用いられます。大量生産に向いています。
| 製造方法 | 精度 | 工数 | コスト | 消耗 型代 |
大量 生産性 |
技術 難易度 |
総合 |
|---|---|---|---|---|---|---|---|
| 全切開 | ◎ | × | × | - | × | ○ | × |
| 熱間鍛造 | △ | ○ | △ | × | △ | ○ | △ |
| 冷間鍛造 | ○ | ○ | ◎ | ○ | ◎ | × | ◎ |
自社開発油圧プレス機と周辺設備
4工程の作業を1度のプレスで行うことが出来る当社の油圧プレス機は、加工時間の高速化に加え、高い精度の加工を実現しています。また、フライホイールの採用により小型モーターでも大きなポンプを作動することが出来るため、省エネにも貢献。不良品を排除するセンサーなどの周辺設備と合わせることで、安心の供給システムを構築しています。
-

製品を造るための用材の供給はここから始まります。
-

センサーにより不良品は除去されます。
-

セットされた用材に油を挿してプレスの準備完了。
-

プレスは4 工程をまとめて1回で行うことが可能
-

完成した製品はこちらから流れてきます。
-

プレス機の操作はタッチパネルで行っています。
生産プロセス

冷間鍛造に関することならどのようなことでもまずはご相談下さい。お客様のご要望をお聞きしたうえで最適な加工方法などをご提案させていただきます。

経験豊富な技術者がCAD・CAMを活用し、金型の設計を行います。同時に加工方法、工程、お見積もりなどもさせていただきます。

冷間鍛造は金型が命です。過去50余年にわたり培ってきた経験を活かし、お客様に満足いただける製品の実現のための金型を製造します。

量産前に試作品にて確認していただきます。ご要望に沿っていない部分などがあれば修正作業をいたします。お客様に満足いただけるまで試作を行います。
納入事例
-

ポート
高い材料効率
最大径と最小系の比率3.5倍
最大径とフランジ厚み比率18倍 -

ピニオンシャフト
残り厚さ薄く成型
両センター成型可能
(センター基準総合フレ0.05mm 以下) -

プーリー
3 次元的非対称歯形
円弧形刃先 -

スプロケット
フラット押出(押出傾斜角0°±1°)
押出歯部に潤滑切れ面なし
主要設備
- 油圧プレス(自家製)35~40017台
- メカプレス(アイダエンジニアリング製ほか)70~630t11台
- 油圧成形機(丸七鉄工製)1台
- モールド成形機(山城精機製)2台
- 電気炉(望月電機製)3台
- バッチ型焼純炉(オリエンタルエンヂニアリング製)1台
- 専用機(自家製)9台
- NC 旋盤(テクノワシノ製)5台
- 全自丸鋸切断機(津根マシンツール製)4台
- 高速横型マシニングセンタ(牧野フライス製)3台